鋰離子電池極片經過漿料涂敷,干燥和輥壓之后,形成集流體及兩面涂層的三層復合結構。然后根據電池設計結構和規格,我們需要再對極片進行裁切。一般地,對卷繞電池,極片根據設計寬度進行分條;疊片電池,極片相應裁切成片,如圖1所示。目前,鋰離子電池極片裁切工藝主要采用以下三種:(1)圓盤剪分切,(2)模具沖切,(3)紫外激光切割。

圖1 鋰離子電池正負極極片示意圖
極片裁切過程中,極片裁切邊緣的質量對電池性能和品質具有重要的影響,具體包括:(1)毛刺和雜質,會造成電池內短路,引起自放電甚至熱失控;(2)尺寸精度差,無法保證負極完全包裹正極,或者隔膜完全隔離正負極極片,引起電池安全問題;(3)材料熱損傷、涂層脫落等,造成材料失去活性,無法發揮作用;(4)切邊不平整度,引起極片充放電過程的不均勻性。因此,極片裁切工藝需要避免這些問題出現,提高工藝品質。
1、圓盤剪分切
圓盤分切主要有上、下圓盤刀,裝在分切機的刀軸上,利用滾剪原理來分切厚度為0.01~0.1 mm成卷的正負極極片。
2、模具沖切
鋰離子電池極片的模切工藝又分為兩種:
(1)木板刀模沖切,鋒利的刀刃安裝在木板上,一定壓力作用下將刀刃切開極片。這種工藝模具簡單,成本低,但是沖切品質不易控制,目前逐步被淘汰。
(2)五金模具沖切,利用沖頭和下刀模極小的間隙對極片進行裁切,如圖2所示。涂層顆粒通過粘結劑連接在一起,在沖切工藝過程中,在應力作用下涂層顆粒之間剝離,金屬箔材發生塑形應變,達到斷裂強度之后產生裂紋,裂紋擴展分離,金屬箔材斷裂分離過程如圖3所示。金屬材料沖切件的斷面分為4個部分:塌角、剪切帶、斷裂帶和毛刺。斷面的剪切帶越寬,塌角及毛刺高度越小,沖切件的斷面質量也就越高。

圖2 沖切原理示意圖

圖3 金屬箔材沖切斷裂過程
沖切工藝中上沖頭和下模之間的沖切間隙,可以用如下公式(1)表示:
 (1)
(1)
其中,CL為沖切間隙,D和d是上下模頭的尺寸,t是板材厚度,如圖2所示。而考慮到模具的磨損時,有效沖切間隙Cle定義為公式(2):
 (2)
(2)
其中,模具磨損過程簡化為圖4a所示,模具磨損量用a和b表示,當發生磨損時,隨著a、b值變化,當模具發生磨損時,有效沖切間隙Cle也會相應增加,如圖4b所示,有效間隙滿足式(2)關系。沖切間隙和模具刃口的磨損情況對沖切過程有重要影響,隨著模具的磨損,沖切間隙增加,模具刃口圓角增大,沖切件的斷面質量也會發生改變。
圖4 模具磨損與有效沖切間隙
(a)模具磨損示意圖,(b)有限沖切間隙隨著磨損量增加曲線關系
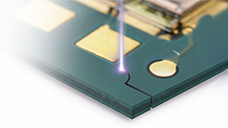
3、紫外激光切割
圓盤分切和模切都存在刀具磨損問題,這容易引起工藝不穩定,導致極片裁切品質差,引起電池性能下降。紫外激光切割機具有生產效率高,工藝穩定性好的特點,已經在工業上應用于鋰離子電池極片的裁切,其基本原理是利用高功率密度激光束照射被切割的電池極片,使極片很快被加熱至很高的溫度,迅速熔化、汽化、燒蝕或達到燃點而形成孔洞,隨著光束在極片上的移動,孔洞連續形成寬度很窄的切縫,完成對極片的切割。
其中,激光能量和激光切割移動速度是兩個主要的工藝參數,對切割質量影響巨大。圖5是不同的激光切割工藝條件下單面涂層負極極片的切邊形貌,圖6是不同的紫外激光切割工藝條件下單面涂層正極極片的切邊形貌。當激光功率太低或者移動速度太快時,極片不能完全切開,而當功率太高或移動速度太低時,激光對材料作用區域變大,切縫尺寸更大。

圖5 不同的激光切割工藝條件下單面涂層負極極片的切邊形貌

圖6 不同的激光切割工藝條件下單面涂層正極極片的切邊形貌
由于鋰離子電池極片是雙面涂層+中間集流體金屬層的結構,而且涂層與金屬箔材之間性質差異大,對激光作用的響應也不相同。激光作用在負極石墨層或正極活物質層時,由于它們具有很高的激光吸收率,導熱系數也很低,因此,涂層需要相對較低的熔化和汽化激光能量,而金屬集流體對激光具有反射作用,并且熱傳導快,因此金屬層的熔化和汽化激光能量升高。圖7是單面涂層的負極在激光作用下極片厚度方向的銅成分和溫度分布,當激光作用在石墨層時,由于材料的特性,石墨主要發生汽化,當激光侵入到金屬銅箔時,銅箔開始發生熔化,形成熔池。
工藝參數不合適時,可能出現問題:
(1)切邊涂層脫落,露出金屬箔材,如圖8左圖所示;
(2)切邊周圍出現大量切屑異物。這些都會導致電池出現性能下降、安全性品質問題,如圖8右圖所示。
因此,當采用激光切割時,需要根據活物質材料和金屬箔材的特性,優化合適的工藝參數,才能既完全切割極片,又形成良好的切邊質量,不產生金屬切屑雜質殘留。

圖7 單面涂層的負極在激光作用下極片厚度方向的銅成分和溫度分布

圖8 切邊問題:露金屬箔和切屑異物
來源:鋰想生活 整理元祿光電www.qpdkqep.cn